





我们精心制作的不锈钢复合管护栏低于市场价产品视频已经准备就绪,【解锁新品!】不锈钢复合管护栏低于市场价产品视频,带你穿越新品体验之旅!
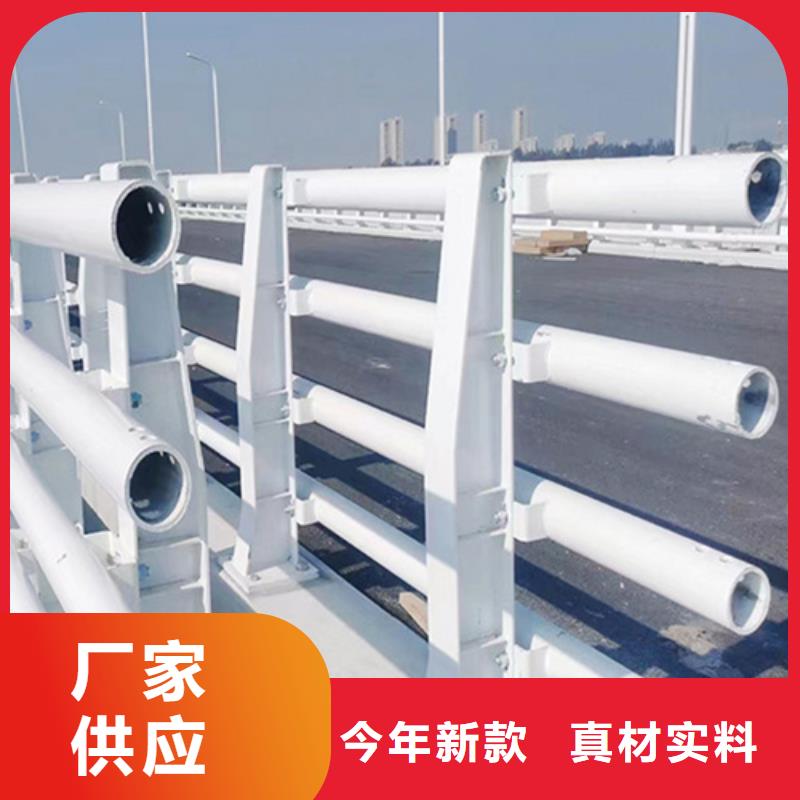
以下是:不锈钢复合管护栏低于市场价的图文介绍
迪庆宏达友源金属制品有限公司坐落在经济开发区聊牛路与东环路向东6公里,本公司是一家提供 灯光护栏厂家、不锈钢护栏厂家、不锈钢复合管护栏厂家、不锈钢复合管护栏厂家的专业供应商及生产商,在市场竞争强烈的今天,公司本着一切以客户所需,提供更方便、更快捷、更有效的服务建立了完善的售后服务体系,拥有一支专业技术精湛、经验丰富的团队,为客户提供365天,全天候服务。多年来的励精图治,使我公司赢得了广大客户的一致好评。我们将诚实守信,追求卓越的经营理念,竭诚为客户提供优良的产品和服务。



不锈钢复合管护栏是安装在道路上的一种护栏,现在的不锈钢复合管护栏的材质一般的是不锈钢的,随着道路上的车辆在不断地进行增加,交通的隐患也是不断地进行增加的,对于不锈钢不锈钢复合管护栏的重要地责任就是它的性能,保护行人和驾驶员的。其实不锈钢不锈钢复合管护栏也是有着比较多的的隐患的,对于这样的的隐患应该怎么去把握呢? 一、我们需要从产品源头严格检查,因为有些不良厂和无资质的厂商因为自身利益,生产出不合格的产品,所以我们在选择产品的时候需要注意;二、我们在安装的时候需要按照相关步骤对护栏进行安装,保证护栏安装规范,这样可以使产品的自身价值表现出来;三、我们在安装完使用过程中需要注意,护栏在使用过程中会出现脱落、裂开等因素,我们在日常使用过程中需要注意维护护栏,保证其使用性能。机会掌握在有准备的人手中,规划好新媒体营销,适应市场需求,才能走得更远。




不锈钢复合管护栏的连接的方式和操作的主要的步骤就是以上给大家进行解决的,其实不锈钢复合管护栏就在我们身边,只要是能够进行把握住相关的使用和操作,那么就能够实现更多的功能。关于不锈钢复合管护栏更多的信息请关注和咨询我们的厂家,我们介绍相关的知识!1、改变金属的内部结构。例如,把铬、镍加入普通钢中制成不锈钢。2、在金属表面覆盖保护层。例如,在金属表面涂漆、电镀或用化学方法形成致密耐腐蚀的氧化膜等。3、电化学保。因为金属单质不能得电子,只要把被保护的金属做电化学装置发生还原反应的一极——阴极,就能使引起金属电化腐蚀的原电池反应。具体方法有:a.外加电流的阴极保。利用电解装置,使被保护的金属与电源负极相连,另外用惰性电极做阳极,只要外加电压足够强,就可使被保护的金属不被腐蚀。b.牺牲阳极的阴极保。利用原电池装置,使被保护的金属与另一种更易失电子的金属组成新的原电池。发生原电池反应时,原金属做正极(即阴极),被保护,被腐蚀的是外加活泼金属——负极(即阳极)。此外,还有加缓蚀剂等方法,减缓或防止金属被腐蚀。那么在选取桥梁防撞护栏网是我们怎样才能判别那些不锈钢护栏网即耐用有结识呢?这个就需要我们施工人员注意了,在选取不锈钢护栏网时需要选取防腐加工的电镀不锈钢护栏网,这种网具有结实,耐用,不受雨水浸蚀等,是比较理想的产品之一。这种不锈钢桥梁防撞护栏网晚上在车辆的照射下,反射的亮光不刺眼睛,降低司机因为这些因素而导致的事故和迷路。不锈钢护栏的处理工艺会影响其断裂实践得知,水淬火钢的冲击性能优于退火或正火钢的冲击性能,原因在于快冷阻止了渗碳体在晶界形成,并促使铁素体晶粒变细。许多不锈钢护栏是在热轧状态下销售,轧制条件对冲击性能有很大影响。较低的终轧温度会降低冲击转变温度,增大冷却速度和促使铁素体晶粒变细,从而提高不锈钢护栏韧性。厚板因冷却速度比薄板慢,铁素体晶粒比薄板粗大。所以,在同样的热处理条件下厚板比薄板更脆性。因此,热轧后常用正火处理以改善钢板性能。热轧也可生产各向异性钢和各种混合组织、珠光体带、夹杂晶界与轧制方向一致的定向韧性钢。珠光体带和拉长后的夹杂粗大分散成鳞片状,对夏比转变温度范围低温处的缺口韧性有很大影响。


不锈钢复合管护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。




